






In this article, we want to describe the steps of PVC polymerization. Vinyl chloride monomer (VCM) is a colorless and transparent liquid that boils at -13 degrees Celsius. VCM has a limited solubility in water and water dissolves in VC to a very small amount. VCM is converted to PVC through free radical polymerization in the liquid phase. Of course, in some references, polymerization in the gas phase is also mentioned, but in fact, the reaction does not take place in the gas phase.
In , monomeric units are usually connected head to tail and according to the directions of placement of chlorine atoms in the PVC chain, different syndiotactic and isotactic isomers may be formed. The ratio of syndiotactic to isotactic isomers depends on various factors, especially the polymerization temperature. So that the lower the polymerization temperature, the amount of syndiotactic isomer increases. In industrial units with temperature of 70 and 50 degrees centigrade, the amount of syndiotactic isomer has been observed as 52 and 56%, respectively.
Usually, the percentage of PVC crystallization is less than 10%, but this small amount of crystallization has a lot of effects on the properties of hard and flexible PVC, and as it was said, it increases the melting range of PVC to 260 degrees Celsius. Of course, due to the destruction of PVC at high temperatures, a high process temperature of close to 260 degrees Celsius is never used. As a result, the PVC fluid is never completely melted and the crystal structures in the mixture play the role of physical transverse connections between PVC chains are used. It should be mentioned that if it is possible to produce PVC with 100% tactic syndide isomer, a polymer is obtained that cannot be processed in any way and does not dissolve in any solvent even at high temperatures. Different types had a certain amount of isomers so that in addition to proper processability and melting, elastomeric thermoplastic properties are also present in a sufficient amount.
The molecular mass of also depends on the temperature and the amount of chain transfer reactions to the monomer. Usually, a radical undergoes 10 chain transfer reactions under normal conditions before it is completely destroyed.
It should be noted that polymerization above 70°C also raises the reactor pressure too much and causes problems.
PVC suspension polymerization
The method of suspension is used more than other methods production to the point that now about 90% of the resin produced is obtained from this method. In this method, with a relatively large amount of stabilizing agents, VCM and PVC droplets remain suspended in water and after some time they form a slurry system of PVC particles with an average size of 120-150 microns in water. .
The production process of suspension PVC resin includes four main stages , extraction of unreacted monomers from PVC resin, centrifugation of the resin and drying of the resin.
In the following, each of these steps is explained separately.
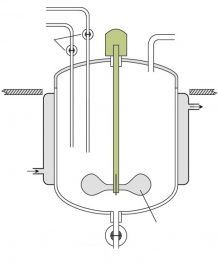
suspension is usually done in a cylindrical reactor with a volume of 20-200 cubic meters and equipped with a mechanical stirrer.

PVC polymerization
These reactors can have a baffle and return condenser system for better cooling. In addition, the input of materials may be from the upper or lower part of the reactor. Reactors with enameled surface or stainless steel are usually used, although stainless steel is more expensive compared to ordinary iron and has a lower conductive heat transfer coefficient. A layer of stainless steel is used.
In general, as the volume of reactors increases, the reactor wall must be thicker.
The inner cover of the reactor with closed function is also very important, because this type of reactor may be opened only once after several hundreds of batches. Therefore, their inner cover must have a suitable material.
When closed reactors are used, the proceeds to a certain conversion percentage. This makes it possible that some unreacted VCM monomers can be easily removed from the system. Because after stopping the polymerization, the contents of the reactor are removed from the reactor with the help of vinyl chloride vapor pressure or a pump in a certain direction.
After emptying the material from the reactor, the reactor is completely washed with high pressure water.
The quality of washing in this step is very important, because if a particle of remains in the reactor, after the continuation of the in the second step, it forms a solid and non-porous particle, which is very difficult to break in the next step or even It is impossible and causes a fish eye defect in the final product. Meanwhile, if there is some VCM in these particles, it will be very difficult to get them out because it will have a great impact on the internal structure of the produced PVC resin.
Another point is that by performing the polymerization of PVC, a thin coating is created on the inner wall of the reactor, which gradually becomes thicker as the polymerization continues. It causes problems in the heat transfer of the system.
To prevent this problem, the inside of the reactor is coated with a very small amount of special chemicals and then washed.
After the system components are added to the reactor, the temperature of the reactor increases to the polymerization temperature. The main components added to the reactor include water, VCM, primary and secondary stabilizers, radical polymerization initiators and buffer.
The average size of initial monomer droplets in suspension is in the range of 30-50 microns, while after some time these droplets form clusters with dimensions of 120-150 microns.
Controlling the clustering process is important to achieve the desired properties of the resin. Therefore, the required amount of stabilizer must be carefully determined. Although this is desirable to a certain extent, it should be noted that a large amount of stabilizer also causes pollution and The impurity of the polymerization system and the final polymer.

PVC
As mentioned, secondary stabilizers are active surface materials that help to control the clustering of primary PVC particles swollen from the monomer. These components have two main properties. First, they are completely soluble in water, so by absorbing water in the internal cavities of the particles, porosity is created in the particles. At the same time, the solubility of the stabilizers in water helps to spread the secondary stabilizers uniformly in the VCM monomer droplets.
PVC suspension initiators, unlike emulsion polymerization initiators that are soluble in water, are substances that are soluble in monomer. In choosing the right starter, you should pay attention to the half life and efficiency of the starter.
VCM monomer extraction
As mentioned in the previous sections, VCM monomer is extracted from PVC resin through special processes due to its carcinogenicity, so that the amount of monomer in the resin reaches less than 1 part per million.
Monomer extraction is done with the help of special equipment such as a steam stripping column. Of course, in older PVC systems, a special tank or reactor was used to extract PVM. It is obvious that if VCM extraction is done in the polymerization reactor, the production rate of the factory will decrease, which is not desirable.
In this part, a significant amount of VCM is removed from the PVC, and therefore the hardness of the resin increases. This causes the PVC grains to not stick to the equipment body in the extraction column.
Then the slurry resin is transferred from the feed tank to the top of the extraction column. The steam comes into contact with the slurry resin and takes some of the vinyl chloride monomers out of the column along with some water. In this way, VCM and steam exit from the top of the column and the slurry resin, which now has much less residual monomer and more stiffness, and exits from the bottom of the column.
After the VCM is extracted from the PVC resin, the recycled resin and monomer paths are separated from each other. PVC resin is first centrifuged according to what is explained in the next sections.
The main point in extracting VCM from PVC resin is to have a resin with a suitable morphology, small initial particles and a uniform small size distribution. If a particle with a diameter of one micron is extracted in one minute, for the same amount of extraction from particles with diameters of 20 and 100 microns, 400 and 10,000 minutes are needed, respectively. Therefore, the clustering of droplets and the formation of particles with a diameter greater than 20 microns make it difficult to extract the monomer from the resin.
Centrifuge
With the help of the centrifugation process, the PVC slurry resin, which contains 50-60% water, turns into a dry cake powder containing about 20% water. If the centrifuged slurry has a temperature above 82 degrees Celsius, which is the glass transition temperature of PVC resin, more water will come out of it. In the centrifuge stage, it is better to remove as much water as possible from the resin, because this helps to reduce energy consumption in the dryer.
Drying and resin granulation
To dry PVC powder, fluid bed dryers or rotating dryers are usually used.
In the fluid bed dryer, hot air comes into contact with the dry PVC cake powder through special ducts and dries it. In this type of dryer, at the same time as it dries, the resin becomes suspended and comes out of drying. While in rotary dryers, dry PVC cake powder is poured into a rotating container where hot air flows and the temperature rises to about 100 degrees Celsius. According to the amount of energy consumed, fluid bed dryers have better efficiency and also apply less thermal history. Of course, it is difficult to clean the resin residues from these types of dryers, and for this reason, if the variety of production grades is high, rotary dryers are usually used. After the PVC is dry, it should be granulated so that the PVC particles with inappropriate sizes are removed from the resin and the distribution of the particles becomes narrower. Finally, after granulation, the resin is transferred to storage silos with the help of air flow, and after being poured into special bags, it is ready to be loaded and presented to the market.



{kind=link}
بدون دیدگاه